 Skip to content
Skip to content 

Introduction: Injection molding is a process used to make a lot of plastic parts. It works by squirting melted plastic into a mold, where it cools and hardens into the shape of the part you want. People use injection molding to make parts for cars, electronics, stuff you buy, and medical things because it can make a lot of parts that are the right size. This article talks about the steps of injection molding and why people like it.

Mold Design and Creation
Before Design Preparation
Design Task Statement, Familiarize Yourself with the Plastic Part, Including Its Geometric Shape, Usage Requirements of the Plastic Part, Raw Materials of the Plastic Part, Check the Molding Process of the Plastic Part, and Clarify the Model and Specifications of the Injection Molding Machine.

Create a Molding Process Card
Summary of the product, like a drawing, weight, wall thickness, projected area, overall dimensions, and whether there are undercuts and inserts. Summary of the plastic used in the product, like product name, model, manufacturer, color, and drying conditions.

The main technical parameters of the chosen injection molding machine, like the relevant dimensions between the injection machine and the mounting mold, screw type, and power. Injection molding machine pressure and stroke. Injection molding conditions, like temperature, pressure, speed, clamping force, etc.

Steps for Designing the Structure of an Injection Mold
Determine the number of cavities . considering factors such as the maximum injection volume, clamping force, product accuracy requirements, and cost-effectiveness. Choose the parting surface. The mold structure should be simple, easy to separate, and not affect the appearance and use of the plastic parts. Determine the layout of the mold cavity and try to achieve a balanced arrangement. Determine the pouring system, including the main channels, runners, gates, cold slug holes, etc.

Determine the demolding method . design different demolding methods for the different parts of the mold where the plastic parts are left. Determine the structure of the temperature control system. The temperature control system is mainly determined by the type of plastic. When deciding whether the mold or core should use an insert structure, consider dividing the inserts proportionally and installing them at the same time, as well as the workability and installation and fixing methods.

Determine the exhaust method. Generally, the exhaust can be achieved through the parting surface of the mold and the gap between the ejection mechanism and the mold. For large-scale and high-speed injection molds, you must design the corresponding exhaust method.

First, you need to figure out the main dimensions of the injection mold. Then, you can use the formulas to calculate the working dimensions of the molded parts. After that, you can determine the thickness of the side wall of the mold cavity, the thickness of the cavity floor, the core pad, the movable template, and the cavity plate of the modular cavity. You also need to figure out the thickness and closing height of the injection mold.

Based on the main dimensions of the injection mold that you designed and calculated, you can choose a standard mold base for the injection mold. You should try to choose standard mold parts. Drawing the structural sketch of the mold, drawing the complete structural sketch of the injection mold, and drawing the mold structure diagram are all very important tasks in mold design.

Check the relevant dimensions of the mold and injection machine. Check the parameters of the injection machine used: including the maximum injection volume, injection pressure, clamping force, and the size of the mounting part of the mold, the mold opening stroke and the ejection mechanism. In the review of the injection mold structural design, a preliminary review is conducted and the user’s consent is obtained. At the same time, it is necessary to confirm and modify the user’s requirements.

Create a mold assembly drawing. Show how the parts fit together, the sizes they need to be, the numbers they have, the schedules they’re on, the title blocks they have, and the technical requirements for each part of the injection mold (the technical requirements are things like how the mold is supposed to work, like how the ejector system is supposed to work, how the core-pull system is supposed to work.

how the mold is supposed to be put together, like how much space there is between the two halves of the mold, how parallel the two halves of the mold are; how the mold is supposed to be used; how the mold is supposed to be protected from rust, how the mold is supposed to be numbered, how the mold is supposed to be engraved, how the mold is supposed to be sealed with oil, how the mold is supposed to be stored;Requirements for mold and inspection.

Draw mold parts drawings. The order of drawing parts drawings from mold assembly drawings or component drawings is: inside first, then outside, first complex, then simple, first forming parts and then structural parts. Review the design drawings. The final review of the injection mold design is the final check of the injection mold design. Pay more attention to the processing performance of the parts.

Material Preparation
Injection molding materials mainly include: polystyrene (PS). Commonly known as hard glue, it is a colorless, transparent, glossy granular polystyrene with the following properties: good optical properties, excellent electrical properties, easy molding and processing, and good coloring properties.

Polypropylene (PP)
It is a colorless, transparent or glossy granular material, referred to as PP, commonly known as 100% soft glue, and is a crystalline plastic. The properties of polypropylene are as follows: good fluidity, excellent molding performance, excellent heat resistance, can be boiled and sterilized at 100 degrees Celsius, high yield strength; good electrical properties.

Nylon (PA)
Nylon (PA) is an engineering plastic made of polyamide resin, referred to as PA. There are PA6 PA66 PA610 PA1010, etc. Nylon has high crystallinity, high mechanical strength, good toughness, high tensile strength, compressive strength, outstanding fatigue resistance, wear resistance, corrosion resistance, heat resistance, non-toxic, and excellent electrical properties.

Polyoxymethylene (POM)
Polyoxymethylene (POM)also known as Delrin, is an engineering plastic. POM has a highly crystalline structure, excellent mechanical properties, high elastic modulus, high rigidity and surface hardness, and is known as a “metal substitute.” It has a low coefficient of friction, good wear resistance and self-lubricating properties, second only to nylon, but cheaper than nylon.

Good resistance to solvents, especially organic solvents, but not resistant to strong acids, alkalis and oxidants. It has good dimensional stability and can manufacture precision parts. The molding shrinkage is large, the thermal stability is poor, and it is easy to decompose when heated.
Acrylic-Butadiene-Styrene (ABS)
ABS plastic is a kind of high-strength modified polystyrene, composed of three compounds: butadiene and styrene in a certain ratio. It is light ivory, opaque, non-toxic and tasteless. It has high mechanical strength, strong impact resistance, good creep resistance, and has the characteristics of hardness, toughness, and rigidity. The surface of ABS plastic parts can be electroplated and blended with other plastics and rubber to improve its properties, such as (ABS + PC)

Polycarbonate (PC)
Also known as bulletproof glass, it is a non-toxic, tasteless, odorless, transparent material that is flammable but can self-extinguish when removed from fire. It has special toughness and hardness. Among all thermoplastic materials, it has good impact strength, excellent creep resistance, good dimensional stability, high molding accuracy; good heat resistance (120 degrees).

PC+ABS Alloy(PC+ABS )
It combines the advantages of PC (engineering plastic) and ABS (general plastic) and improves the performance of both. Contains ABS and PC chemical components, with ABS’s good fluidity and molding processing performance, and PC’s impact resistance and resistance to cold and heat cycle changes. . The surface can be sprayed with oil, electroplated, or metal sprayed.

Injection
Injection molding machine injection steps
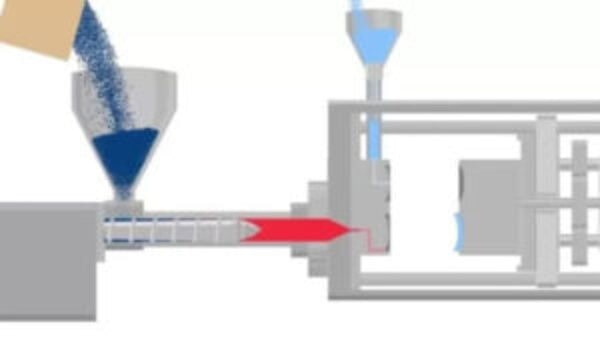
Adding Materials
Before you start processing with the injection machine, you need to put the raw plastic granules into the hopper of the injection machine. Then, you need to set the temperature of the injection machine according to the requirements of the product. After that, you need to preheat and melt the plastic granules to turn them into a flowing plastic melt.
Mold Assembly and Fixation
The mold of the molded product is fixed on the mold chamber or injection table of the injection machine, and the size, structure, etc. of the mold are adjusted through various positioning systems.

Close the Mold
After adjusting the mold, start the closing device of the injection machine to close the mold. When closing the mold, be careful not to hit the mold surface to prevent damage to the mold.

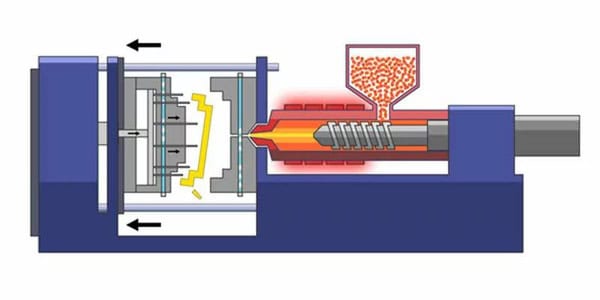
Injection Molding Process
Start the plasticizing system of the injection machine, and the screw in the injection machine begins to rotate, transporting the melted plastic melt to the injection nozzle; then, start the injection system of the injection machine, and inject the melt into the molding cavity of the mold; during injection molding During the process, parameters such as injection volume and injection speed are set according to the structure, thickness and other requirements of the product. After the injection is completed, shut down the injection molding system and wait for the plastic to cool.

Mold Opening and Material Removal
After a certain period of cooling, the plastic melt on the surface of the mold gradually solidifies into a solid plastic product. At this time, the mold opening device of the injection machine is turned on to separate the mold, and the demoulding system is started to remove the product from the mold cavity. This process requires certain skills and experience depending on the uneven surface of the product.

Cooling and Solidification
In injection molding molds, the design of the cooling system is very important. This is because only when molded plastic products are cooled and solidified to a certain rigidity, can plastic products be prevented from being deformed due to external forces after being demoulded.

Since cooling time accounts for about 70% to 80% of the entire molding cycle, a well-designed cooling system can significantly shorten molding time, improve injection molding productivity, and reduce costs. An improperly designed cooling system will lengthen the molding time and increase costs; uneven cooling will further cause warping and deformation of plastic products.

Based on experiments, the heat that enters the mold from the melt is generally dissipated in two ways. Five percent of the heat is transferred to the atmosphere through radiation and convection, and the remaining 95 percent is conducted from the melt to the mold.

Because of the cooling water pipes in the mold, heat is conducted from the plastic in the mold cavity to the cooling water pipes through the mold frame by conduction, and then carried away by the coolant by convection. A small amount of heat that is not carried away by the cooling water continues to be conducted in the mold, and then escapes into the air after contacting the outside world.

The injection molding process has several stages: mold closing, filling, packing, cooling, and ejection. Cooling takes the longest time, usually 70% to 80% of the total cycle time. So, the cooling time affects the cycle time and the number of parts produced. During ejection, the part must be cooled below its heat deflection temperature to prevent it from warping or deforming when it’s removed from the mold.

Ejection and Post-Processing
Injection molding is a common manufacturing process where you inject melted plastic into a mold and then cool it down and make it solid. But because of some problems in the production process of injection molded parts, like bubbles, warpage, etc., you need to do some post-processing to make it better. Below we will introduce some common post-processing solutions to improve the injection molded parts.

Bubble Problem in Injection Molded Parts
To solve the bubble problem in injection molded parts, you can do the following. First, make sure the mold has good ventilation so the plastic can release gas when it’s injected. Second, adjust the injection temperature and pressure so the plastic doesn’t get too hot or too pressurized, which will reduce bubbles. Finally, spray an anti-bubble agent on the surface of the injection molded part to keep gas from getting into the plastic.

ComInjection Molded Parts Warping Problem
To solve the problem of warping in injection molded parts, you can do the following. First, you can increase the thickness of the injection molded part to make it more rigid and less likely to warp. Second, you can optimize the injection speed and pressure to avoid warping caused by injecting too fast or too slow. Third, you can add some support structures to the design of the injection molded part to make it more stable.

Fourth, you can improve the post-processing process by changing the material you use for the injection molded part. For example, you can choose a material with a lower shrinkage rate to reduce the amount the part shrinks as it cools. You can also choose a material with better flow properties to reduce the chance of bubbles and warping. Choosing the right material can also improve the strength and appearance of your injection molded parts.

In addition to the above process improvement plans, we should also strengthen the quality control of post-processing processes. For example, we should ensure that the injection molded parts cool evenly during the cooling process to avoid warpage caused by uneven shrinkage. In addition, we should fully inspect and test the injection molded parts to ensure that their quality meets the requirements.

So, to sum up, if you want to make better injection molded parts, you need to make better parts after you mold them. You can do this by making sure the mold has good vents, by adjusting the temperature and pressure of the injection, by making the parts thicker, and by using the right materials. If you do these things, you can get rid of bubbles and warpage. You also need to make sure you check the parts to make sure they are good. If you do these things, you can make better parts and make them faster, and you can make your customers happy.

Advantages of Injection Molding
Injection Molding Provides Complex Part Design
Injection molding is great for making complex parts, making a lot of parts that are all the same, and making parts that are all the same and are really good. To make a lot of parts that are all the same and are really good, you have to think about some important things when you design your part.

You have to design your part so that it works really well with the way injection molding works. If you design your part right, you can make a lot of parts that are all the same and are really good, and you can make them as complex as you want.

Injection Molding Can Improve Production Efficiency and Speed
There are a bunch of good reasons why this is the most common and efficient form of molding. First, compared to other methods, the injection molding process is faster and high production throughput rates make it more efficient.

Speed depends on the complexity and size of the mold, but there are only about 15-120 seconds between each molding cycle. Because the cycle times between cycles are shorter, you can make more injection molded parts in a given production time.

Injection Molding is Stronger
Over the years, plastics have gotten a lot stronger and more durable. Modern lightweight thermoplastics can handle even the toughest environments just as well, if not better, than metal parts. Plus, there are over 25,000 engineering materials to choose from for complex injection molding jobs. You can also make high-performance plastic blends and hybrids to meet specific part requirements and properties, like high tensile strength.

Application of Injection Molding
Food & Beverage
Injection molding is a great way to make parts out of a bunch of different materials. This is important for industries like food and drink, which have to follow a lot of rules about how safe their food containers are. Injection molding lets you use plastics that are safe to touch food and don’t have any bad chemicals in them. Plus, they can handle hot and cold temperatures. And since it doesn’t cost a lot to make stuff with injection molding, it’s perfect for making things like food containers, drink lids, filters, and more.

Construction Parts
Another industry that uses injection molding technology is the construction industry, where custom, complex plastic parts play a big role in building houses and structures. These parts often have to be really good and fit just right. For example, when you make plastic parts for doors and windows, they have to be perfect, but they also have to be tough and have special qualities that can handle the weather. Today, injection molding is even used to make parts that can take the place of metal parts, and they work better and cost less.

Drugs
Thanks to injection molding, medical companies are able to produce important tools and parts more cheaply, which helps make healthcare more accessible to people around the world. Many integral medical devices such as heart pumps, various monitors, and a range of medical devices rely on the precision of injection molding, making this technology irreplaceable in the field.

Conclusion
Injection molding is a versatile process that supports a variety of materials and finishes, making it a popular choice for countless industries with completely different goals and requirements.

The technology is widely used in industries such as aerospace, medical devices and automotive, where advanced techniques such as overmolding and insert molding can be used to manufacture the most complex parts with impeccable precision.

Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







